中、低碳消失模鑄鋼件,表面增碳規律初探
發布者:武陟縣向陽模具有限公司 點擊次數:4808次-->
本文通過對C<0.65%的不同碳含量的消失模鑄鋼件的不同部位的表面增碳情況進行研究,分析了消失模鑄鋼件表面增碳的原因和影響因素,摸索了中、低碳消失模鑄鋼件的表面增碳規律,提出了控制消失模鑄鋼件表面增碳的措施。
被鑄造行業權威人士稱為“21世紀的綠色鑄造技術”的消失模鑄造技術,是一項具有廣闊發展前景的鑄造新技術新工藝。
其鑄件表面光潔、尺寸精確、生產工藝簡單,因在負壓下成形而組織致密,無傳統鑄件的分型面痕跡和飛邊,其發展潛力十分巨大。
但消失模鑄造技術也有不足之處,其中,消失模鑄鋼件的表面增碳問題就一直困擾著廣大消失模鑄造工程技術人員,成為業內專家不斷探索研究的一個熱點問題。
由于低碳鑄鋼件的表面增碳,致使鑄件的焊接性能和沖擊韌性變差,硬度增加,機械加工困難,造成廢品率上升。
如何有針對性地解決這個問題,降低廢品率?
就必須要認識和了解消失模鑄鋼件表面增碳的原因和規律,探討消失模鑄鋼件表面增碳的影響因素,從而在實際生產中有的放矢地加以控制,不斷提高消失模鑄鋼件的產品質量和企業效益。
1. 檢測方法、實驗材料和鑄造成形工藝
本文采用檢測方法為非水滴定法和氣體容量法兩種方法加以對照,取樣方法為用原鋼水拍取片樣和從鑄件的不同部位表面鉆取屑狀試樣。
試驗材料為汽車、工程機械、煤礦機械和破碎機械用消失模鑄鋼件及中頻爐熔煉的原鋼水,材質為C<0.65%的鑄造碳鋼和低合金鋼,其中有形狀較復雜和壁厚較大的鑄件,也有形狀相對簡單的板類和筒狀鑄件。
所用模樣材料為聚苯乙烯(EPS),模樣密度為18~19kg/m3,模樣由預發的EPS泡沫塑料顆粒用自動成型機成型和用EPS塑料板材切割后組合粘接成型,模樣經涂覆涂料、烘干后,埋入干砂中造型,在負壓下用高溫鋼水快速澆注成鑄件。
2. 試驗結果與分析
2.1 中、低碳消失模鑄鋼件不同部位的表面增碳情況
對C<0.65%的不同材質消失模鑄鋼件不同部位的表面增碳情況進行檢測的結果見表Ⅰ,因試驗采用非水滴定法和氣體容量法分別對同一試樣加以對照測定的碳值幾乎相同,故表Ⅰ中未將對照數據一一列出。
表Ⅰ中原鋼水碳含量是指已加合金調整成分即將澆注的鋼水含碳量。
表Ⅰ中一些鑄件的EPS泡沫模大于35mm的厚壁部分采用了空心結構。
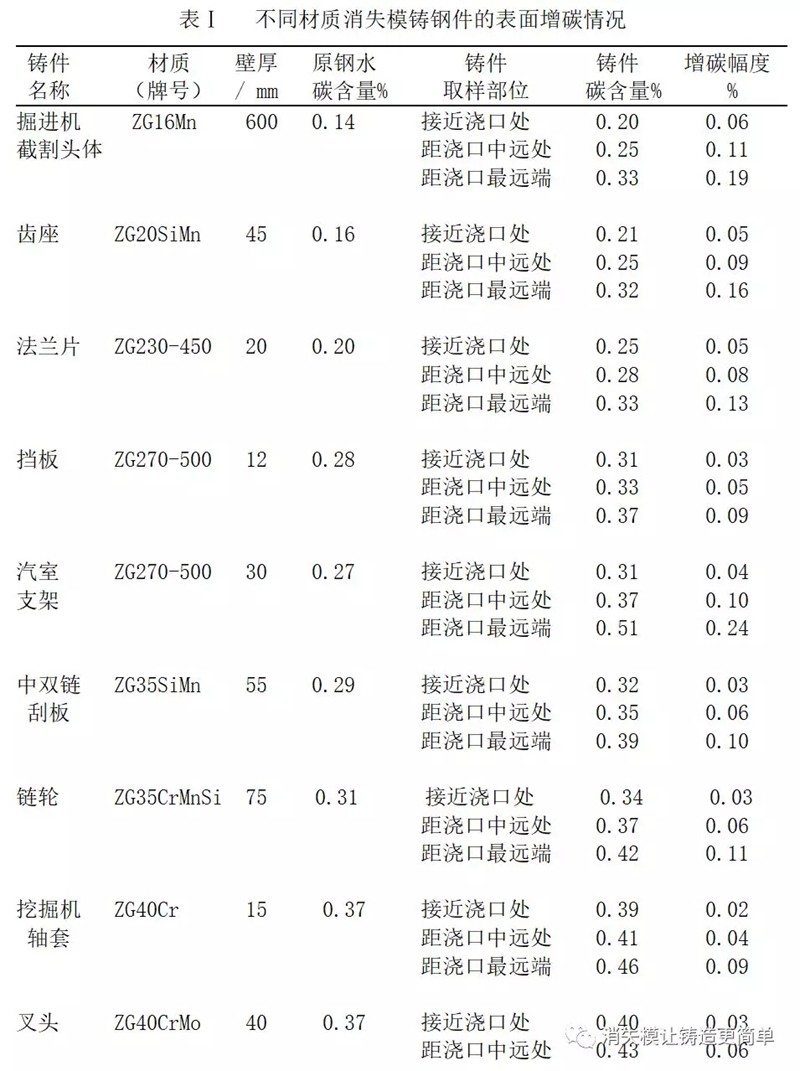
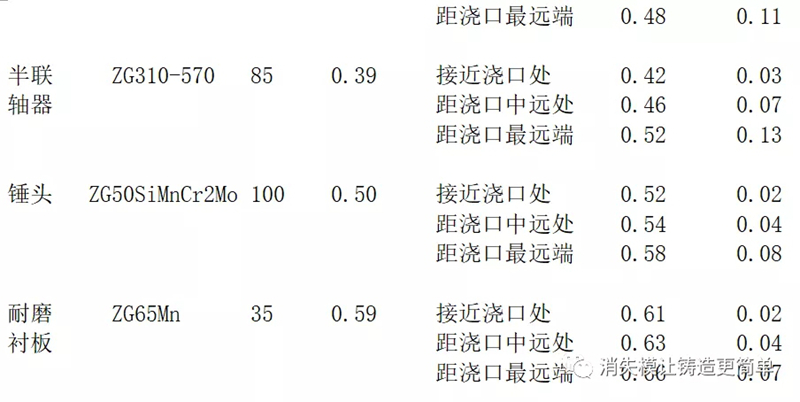
從鑄件實體取樣位置、原鋼水碳含量和鑄件不同部位表面的碳含量檢測結果可以看出:
①鋼水充型末端(距澆口位置最遠端)的增碳幅度顯著高于距澆口位置最近處的增碳幅度,二者相差較大。鑄件表面含碳量從接近澆口處→距澆口中遠處→距澆口最遠端逐步遞增。
②原鋼水碳含量越低,鑄件表面增碳幅度越大;原鋼水碳含量越高,鑄件表面增碳幅度越小。
③形狀較復雜的鑄件的表面增碳幅度較大且不均勻。
④壁厚尺寸較大的鑄件表面增碳幅度較大。
⑤形狀簡單或壁厚尺寸較小的鑄件表面增碳幅度較小,且不同部位的增碳幅度變化不大。
2.2 消失模鑄鋼件的表面增碳原因、影響因素及控制措施
消失模鑄鋼件之所以會產生表面增碳現象,這是由于消失模鑄造技術采用EPS泡沫塑料模樣的結果。隨著高溫鋼水從澆口進入鑄型,EPS泡沫塑料模在高溫鋼水的作用下發生裂解、分解,產生大量氣體和液相的碳氫化合物及部分游離態的碳,這些不斷增多的泡沫模熱解產物被鋼水從澆口處向距澆口最遠端逐步前推,并且未完全氣化的泡沫模熱解產物也在被擠向鑄型時積聚附著在涂料層內壁,與鑄件緊貼在一起。
在整個澆注過程中,進入型內的鋼水始終與泡沫模熱解產物“親密”接觸,一部分碳便向鋼水中擴散,從而造成了鑄件表面增碳。進入型內的鋼水同泡沫模熱解產物接觸時間越長,接觸面積越大;泡沫模熱解產物越多,濃度越大,增碳就越嚴重。
這就解釋了為什么鑄件鋼水充型末端和鋼水匯流處的表面增碳幅度較大;沿鋼水充填方向,越遠離澆口,表面增碳越顯著;越接近澆口,表面增碳幅度越小。
所以,對于不同鑄件,澆口位置的選擇十分重要,它決定了鋼水的引入位置和泡沫模熱解產物的流向,也就是說,它決定了鑄件的某些部位的含碳量和增碳幅度。
消失模鑄造的泡沫模熱解產物最終通過涂料層排出鑄型,因此,鑄件的形狀、尺寸和比表面積對于其表面增碳的幅度和均勻性影響很大。
形狀簡單的鑄件(如板類鑄件),因為鋼水易于充型,泡沫模熱解產物易于排出,與鋼水接觸作用時間短,泡沫模熱解產物在不同部位的排出速度也相近,所以整個鑄件表面增碳幅度差異不大。
而對于形狀較復雜的鑄件,因其在不同部位的進型鋼水的流動速度有差別,進型鋼水與泡沫模熱解產物的接觸面積也有差別,故而造成鑄件表面增碳很不均勻。
而外形尺寸較大的厚壁鑄件,因其所用模樣材料的質量較大,則泡沫模熱解產物就相應增多,濃度相應增大,進型鋼水與泡沫模熱解產物的接觸面積也相應增大,所以鑄件的表面增碳幅度也較大且均勻性差。
另外,鑄件的比表面積越大,對于泡沫模熱解產物順利通過涂料層排出鑄型越有利,能不同程度地降低增碳幅度。由此可見,鑄件的形狀越簡單,壁厚越小,比表面積越大,其表面增碳幅度越小,均勻性也越好。
對于低碳消失模鑄鋼件,因原鋼水的碳含量很低,而EPS泡沫模熱解產物的碳含量卻很高,二者存在巨大的碳濃度差。原鋼水的碳含量越低,碳濃度差越大,其增碳傾向就越強烈。因此,低碳消失模鑄鋼件的相對表面增碳也更加嚴重。
基于以上種種因素,結合實際生產情況,作者認為可采取以下措施控制鑄件表面增碳:
①對于特定的鑄件,在保證泡沫模強度的前提下,應選用密度和碳含量較小的模樣材料,如共聚材料,以控制泡沫模熱解產物的含碳量。
②要設法阻止泡沫模熱解產物固態游離碳的形成;可向預發前的EPS珠粒中添加適量氧化劑,在高溫下能實現泡沫模熱解產物的去碳,有效降低鑄件的增碳幅度,甚至不增碳。
③增強涂料和造型干砂的透氣性,適當地增大真空度,可加速泡沫模熱解產物排出鑄型。型砂粒度在20/40目,40/70目,澆注時真空度應以0.04~0.06MPa為宜。
④對于厚壁鑄件,在保證泡沫模強度的前提下,將模樣的厚壁部分設計成空心結構,減小泡沫模的質量,控制泡沫模熱解產物的增多。
⑤如果模樣的組合粘接面較多,組合面不光滑平整,勢必造成在組合粘接時用膠量增大,使膠熱解產物增多,增大鑄件的滲碳幾率。
⑥對于不同的鑄件,設計合理的澆注系統,選擇正確的澆注工藝,適當地提高澆注溫度,可有效地抑制鑄件的增碳幅度。對于低碳消失模鑄鋼件,應盡量選用底注方式,內澆道盡量開設在薄壁處。
3. 結論
(1)中、低碳消失模鑄鋼件鋼水充型末端的表面增碳幅度最大,澆口處的增碳幅度最小。表面增碳幅度沿鋼水充型方向從距澆口最近處→距澆口中遠處→距澆口最遠端逐步遞增。所以,對于不同的鑄件,選擇合適的澆口位置十分重要。
(2)原鋼水的碳含量越低,則鑄件表面增碳幅度越大;原鋼水碳含量越高,鑄件的表面增碳幅度越小。
(3)壁厚尺寸大,尤其是形狀較復雜的鑄件,不同部位的表面增碳幅度差異較大,不均勻性增強;形狀簡單、壁厚尺寸小、比表面積大的鑄件,表面增碳幅度小且不同部位的表面增碳幅度變化不大。
(4)為控制中、低碳消失模鑄鋼件的表面增碳,應在保證泡沫模強度的前提下選用密度和碳含量較小的模樣材料,或同時將厚壁鑄件泡沫模的厚壁部分設計成空心結構;也可向預發前的EPS珠粒中加入適量氧化劑;要保證涂料和造型干砂的良好透氣性,適當地增大真空度;要選擇含碳低的泡沫模粘接膠,并控制粘接時的用膠量,粘接面要盡量少且光滑平整;對于不同的鑄件,應設計合適的澆注系統,選擇正確的澆注工藝。
- 上一篇:裝載機油缸的缸頭鑄鋼件,消失模鑄造工藝的研發
- 下一篇:鑄鐵件中五大元素的作用





